编者按:
郑哲敏院士是国际著名的力学家,我国爆炸力学的奠基人和开拓者之一,中国力学学科建设与发展的组织者和领导者之一。他心系祖国,始终以国家需求为己任,呕心沥血,严谨创新,率领研究团队做出了一系列重要贡献,从而荣获2012年度国家最高科学技术奖。本专栏将陆续在“漫步力学所”介绍郑哲敏研究团队历年来取得的学术成就。
本期概述
1964年全国新产品、新技术、新工艺展览大会一等奖《爆炸成形模型律及成形机制》 项目的相关情况。
从“爆炸力学”正式命名谈起
——简述力学所从事“爆炸成形”研究的成果
本刊在今年2月发布的《爆炸力学及其发展概况》中曾经介绍道:1959年,力学所郑哲敏领导的研究团队尝试高压和高速成形的研究。1960年早春,在力学所主楼前,郑哲敏主持了小型爆炸成形的演示实验,一块薄铁板被单发雷管炸成一个小碗。钱学森所长亲临现场,他高兴地端详这只小碗,对大家说:不要小看它,这就是新生事物!他还将研究这些问题的学科正式命名为“爆炸力学”。
的确,从1846年硝化甘油发明以来经历了一百余年,其间瑞典化学家诺贝尔曾研制成功了几种安全混合炸药,法国科学家儒盖曾撰写出版了第一本爆炸学的专著《炸药的力学》,但西方一直没有采用“爆炸力学”这个名词,而前苏联则一直称为“爆炸物理”。作为近代力学大师的钱学森以其敏锐洞察力从一个小小零件的成形实验看到可以建立一个新的力学分支学科——爆炸力学。从此,力学所二室在郑哲敏的领导下,一直在爆炸力学这个力学分支领域中不断探索研究。其中关于板壳件爆炸成形的研究,在汽车厂、锅炉厂等产业部门的现场研究不久就遇到了困难,迫使他们回到实验室寻找规律。而且从1961年开始,郑哲敏主持了力学所和航天部门的协作任务(105任务),以解决火箭重要部件的加工难题为目标,对爆炸成形开展力学分析,在爆炸成形机理、相似律和惯性模具等方面取得了重要进展。相关的研究成果在1964年全国新产品、新技术、新工艺展览大会展出并获得了大会一等奖。众所周知,国家级的科技进步奖和技术发明奖等奖项都是在上世纪80年代才开始设立的,当时这个“三新”展览大会奖是由国家计委、经委等三部委联合审议评选的,应当是最高级的国家科技奖项。《爆炸成形模型律及成形机制》获得一等奖,表明了该项研究的理论与应用意义在国家层面上得到了认可。
一、爆炸成形工艺简介
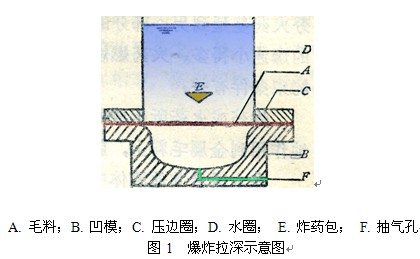
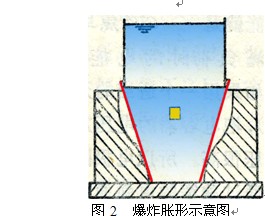
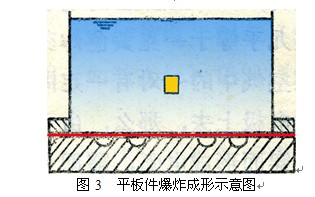
爆炸成形是利用炸药,例如黄色炸药(梯恩梯)、硝铵炸药和导爆索(内含黑索金)等,在雷管激发下所产生的高压气体直接或间接地作用到金属毛料上,使之成为人们所需要的零件。板金零件成形的常规工艺有拉深、胀形、缩形、卷边、翻口、冲孔、压梗、弯曲和校形等,都可以用爆炸成形来完成。例如,图1是制造封头(一种拉深件)的示意图,图2是制造喷气发动机喷管(一种胀形件)的示意图,图3是制造波纹板(一种平板弯曲件)的示意图。
这里,让我们结合图1介绍拉深零件的爆炸成形过程(其他板金零件的成形都是类似的)。毛料A放在凹模B上,然后用压边圈C压紧,其上方是装水的水圈D。在水圈中注水至一定高度,然后将炸药包E放在距毛料适当距离的位置上。在多数情况下,应当将凹模里的空气通过抽气孔F抽走,以避免在毛料向凹模高速运动时,模腔里的空气迅速升压,使毛料不能满意地贴模,甚至引起破损。如果模具和压边圈的设计合理,成形参数也选择得当,只要引爆炸药,就能在很短的时间里成形出一个与凹模内壁贴合得很好的零件。
从上面介绍的几个例子,人们可以看到,在爆炸成形装置中,常常设有装水的水圈。这是因为炸药的压力过大,容易损坏零件和模具,所以在板金零件的爆炸成形里,通常不使炸药和毛料直接接触。为了将炸药的压力传递到毛料上去,必须在两者之间有一个传递压力的介质。最常用的传压介质是水,这不仅是因为水的供应问题容易解决,更主要的是因为水传递压力的效率较高。当然,在一些特殊情况下也可以采用砂,然而这时所需的炸药量要比用水时大好几倍。
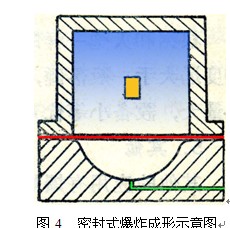
如果零件比较薄,成形所需的压力比较小,可点用火药代替炸药。采用火药时,为了获得较大的压力,可以采用密封式的成形方案,如图4所示。如果成形所需的压力和能量更小,也可以考虑在密封室里使用爆炸气休或可燃气体。这里应当指出的是,密封式方案只适用于小型零件,因为对于中、大型零件,密封室的强度问题难以解决。
对于板金零件,爆炸成形有以下优点:(1)简化了模具。一般冲压加工需要一对模具,爆炸成形只需要一个模具,通常只有凹模,因此模具的制作周期可以缩短,材料可以节约。(2)简化了设备。爆炸成形不需要机床,辅助设备一般只有起重和搬运装置、水泵、真空泵,它们消耗的动力很少。(3)产品的表面光洁度高,尺寸精度也高。采用爆炸方法成形时,零件以很高的速度贴模,在零件和模具之间产生很大的碰撞压力,只要模具内表面的光洁度高,零件贴模面的光洁度亦高。(4)能加工一些用常规方法不易加工的材料。有些材料用常规方法加工容易破裂,但在高速变形条件下塑性变形的能力(即加工性能)有所提高,而且爆炸成形不使用金属冲头,因而毛料受力比较均匀。(5)有利于采用综合工艺。采用常规方法制造一个复杂零件,往往需要多道工序,每一道工序又需要专用的模具。采用爆炸成形时,诸如成形、压梗、冲孔、翻边、校形等工序往往可以在一个模具上同时完成,从而减少了工序和模具的数量。特别要说明的是,与常规加工方法相比,爆炸成形最根本的特点是压力大、变形速度大、成形时间短,这是一种高速高压的成形方法。它是解决大型零件成形的有效途径之一。这里可以举成形一个直径为1米的封头的例子。如果采用常规水压机来成形,作用于毛料的平均压力为几十个大气压,成形时间需要十几秒。如果是采用爆炸方法来成形,压力为数千个大气压,成形时间约为百分之一秒。由于在这两种情况下用于使毛料变形的有效能量基本相等,所以爆炸成形的平均有效功率就比常规方法大一千倍。当然,爆炸成形工艺在炸药加工、药包制作、模具安装、工艺设计和劳动条件等方面亦有一些特殊的问题需要研究解决。
二、爆炸成形机理研究
在上世纪60年代,在郑哲敏领导下,力学所二室不仅在和产业部门的合作过程中实现了锅炉封头、导弹端头、潜艇舰首等大型零件的爆炸成形,还针对爆炸成形工艺中涉及的爆炸载荷、金属材料性质和成形规律等三个科学问题进行了应用基础研究。如前所述,爆炸成形是复杂的高速变形运动过程,包含着炸药、传压介质及其容器、毛料、模具之间的互相牵连运动,为了研究爆炸成形的基本现象和规律,他们选择最简单的圆柱形或球形结构来进行过程分析。
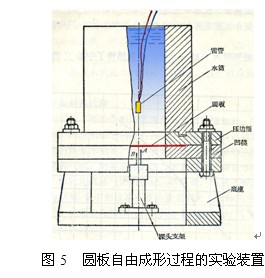
首先,他们开展了圆板自由成形的试验,实验装置如图5所示。在试验中,采用水作为传压介质,圆板下方的A、B为电容充电式计时仪的两个探头,用于测量板中心的位移时间曲线。
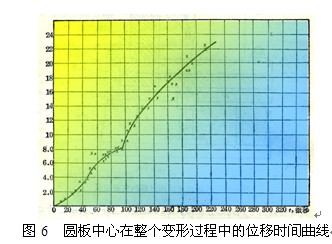
圆板自由成形试验的目的是测量出在爆炸载荷作用下圆板中心的变形过程,人们还可以根据板中心点的位移与时间的实测曲线求算出板中心点在整个变形过程中的速度变化。试验结果在图6中示出。从图中的拟合曲线可以看到爆炸成形的两个重要特点:(1)总的变形过程很短暂。在这个实验装置中仅仅历时308微秒,但中心挠度却达24毫来,这就是爆炸的高压高速成形的含义。(2)变形明显地分为两个加速减速阶段。在这个实验装置中,第一个加速减速阶段在98微秒时结束,然后又突然再加速,以后再进入第二阶段的减速,直至停止变形。这就是所谓的“二次加速”(亦可称“二次加载”)的现象。比较这两个阶段的位移,可以看出:两个阶段的变形能量都是相当大的,将近一半的变形是由二次加速引起的。揭示二次加速的存在是郑哲敏研究团队关于爆炸成形的一个重要贡献。
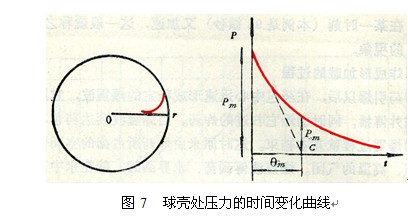
如何解释二次加载现象呢?下面我们来具体说明爆炸成形加载的过程:炸药引爆以后,在药包中心迅速形成稳定的爆震波,它以一定的爆速向外传播,同时引爆它扫过的炸药。当爆震波到达药包表面时,炸药的爆震过程就基本结束。这时原来由炸药所占据的空间便都充满了高压、高温的气团。爆震波传到药、水界面时,会在水中形成一个强烈的冲击波(即通过波阵面介质的压力、温度、密度发生阶跃式突增的波),同时导致高压气团内形成一个稀疏波(亦称膨胀波,即通过波阵面介质的压力、温度、密度有所下降的波)。气团在不断膨胀过程中,将气体的位能转换为水的动能。前例中所述及的平板中心部分,首先受到通过水介质所传来的球面冲击波波阵面的打击,此冲击波在圆板上立即发生反射,随后由于圆板发生运动而产生负压,从而在圆板壁面附近形成一个空化区。由于圆板板上的载荷分布非常复杂,不便于解析分析,他们又考虑另一个较为简单的算例:一个盛水球壳在球形药包作用下变形过程的理论计算(参见图7)。他们采用声学近似研究了球面冲击波正入射于球形薄壳的情形,结果表明:球壳处的压力衰减很快,其变化可用一个指数衰减公式来近似表达。
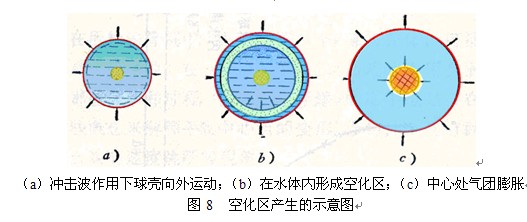
这里的力学过程可简述如下(参见图8):当入射波打到球壳时发生反射,由于球壳的惯性,在开始反射的瞬间压力波的反射具有从刚性表面反射的性质,产生一个初始的压力突跃,导致球壳向外运动。这就是第一加速阶段机制。由于球壳迅速向外膨胀,而入射冲击波的载荷又剧烈地衰减,因此反射波很快变为稀疏波,从而产生负压。在离开球壳某个距离处,入射波的正压力和反射波的负压力〔即拉力〕正好抵消,水将开始出现拉伸状态。由于水是不能承受拉力的,因而此处的水被拉断,出现空泡,这种现象称之为“空化”现象。负压和球壳的强度共同阻止球壳的运动,就出现了第一减速阶段。空化区将附着在球壳上的薄层水体和球心周围的水核分离开来,但是水核依然会在高压高温气团的作用下向外运动从而“吞并”空化区,并最终使水核和球壳之间的空隙闭合起来(空化区消失)。这时,它们彼此发生碰撞,球壳便开始第二阶段的加速。以后,随着水体内压力逐渐下降,加之球壳材料的变形抗力,球壳不断减速,直至运动终止。郑哲敏在1962年提出的这个解释,阐明爆炸成形过程的本质。机理研究为爆炸成形工艺的成功应用奠定了重要的科学基础。
三、爆炸成形相似律
正确选定工艺参数,是保征成形质量和模具寿命的重要条件。但是对于形状复杂的工件,目前尚无可靠的计算方法,只能用试验来确定。对于大型零件,由于毛料昂贵、模具加工周期长、操作不便等原因,需要采用模拟试验来选定。所谓的模拟试验就是通过小型零件的试验来确定大型零件的工艺参数和工艺条件。这种方法称为“模型律”,或者“相似律”。
如果忽略与变化率有关的参数(如重力加速度,爆轰反应率,热导率,应变率等),对于爆炸成形,几何相似律成立。不难理解,所谓“几何”就是指和尺寸、形状相关的参数。这里,可以取药包的相对尺寸(即药包和毛料的特征长度之比,例如可以采用它们的半径作为特征长度)和毛料的相对厚度(即毛料的厚度与其特征长度之比)作为相似参数。那么,几何相似律就是说,在两个爆炸成形问题里,如果这一对相似参数相等(即两个问题中的几何条件相似),那么成形效果(如成形量、成形精度等)就相似。郑哲敏在1962年通过实验证明了,对普通的金属和合金材来说,几何相似律至少在放大倍数不超过10的情况下确实是成立的。几何相似律有十分广泛的用途,人们可以通过小型的模拟试验结果来指导大型工件的生产,可以模拟的方面很广泛,包括成形量、变薄、回弹、破坏、起皱、贴模速度、模具强度等等。
在生产的实践中,常常遇到一些大体上几何相似而尺寸上又不绝对成比例的零件,这时几何相似律不能应用,那么能否有一个既简单又实用的模型律呢?郑哲敏等人又通过进一步的研究,建立了“能量准则”。在假设炸药能利用效率是常数的条件下,他们导出了一个计算公式,感兴趣的读者可以参阅《高能成形》(国防工业出版社,1969)和《爆炸加工》(国防工业出版社,1981)等著作。但是他们曾把能量准则简称为“2,、4、8准则”,就是说:如果零件的尺寸不变,厚度需放大一倍的话,药量需要两倍;如果零件的厚度不变,尺寸需放大一倍的话,药量需要四倍;如果零件的尺寸和厚度需放大一倍的话,那么药量需要八倍。不难设想,这个准则对于生产实践是很有意义的。
四、模具设计
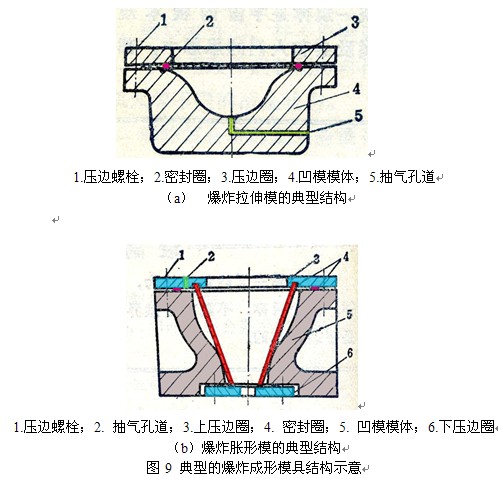
按照零件的类型,爆炸成型模可以分为拉伸模、胀形模、压印模、冲孔模等。作为例子,图9给出两种模具的典型结构)。显见,它们都是凹模。如前所述,爆炸成形的模具一般具有简单、数量少等优点,但它的整体强度或表面强度要求都比冲压模的高,而且还要设置排气孔、抽气孔等结构。郑哲敏研究团队计算过空心球形模具中的动态应力应变,可以为模具的强度分析提供依据。
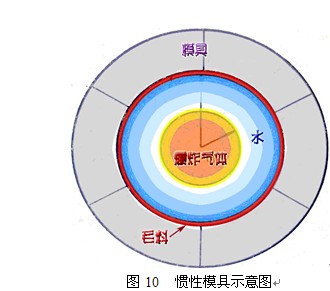
作为一个十分有趣而有意义的发展,郑哲敏在1965年提出了“惯性模具”概念。这种模具是由数个可分离的、加工精确而能拼装成一体的模块组成(参见图10)。一般而言,这种模具没有强度,但是在爆炸成形过程中它能完全利用自身的惯性来阻止毛料与水的运动。虽然每次模具最终总是被冲散为几块,但是在炸散前毛料已经成形。这些模块可以重新组装起来继续使用。更重要的是,这项技术使人们能够成形大型工件。这种方案已在成形、剪裁、胀形、深拉延等多种工艺中获得成功。
综上所述,我们就理解了《2012年度国家最高科学技术奖人选简介》这样来描述郑哲敏在爆炸成形方面的贡献:郑哲敏院士阐明了爆炸成形的机理和模型律,解决了火箭重要部件的加工难题,发展了一门新的力学分支学科—爆炸力学。
(王柏懿撰文)